

Экзотермическая сварка - это сварка деталей расплавненным металлом, образованным в ходе химической реакции, сопровождающейся высокой температурой (большим количеством тепла). Основным компонентом этого вида сварки является термит.
Термит - это порошкообразная смесь, состоящие из двух металлов:
- Окисел второго металла с небольшой теплотой формирования (например, окисел меди или железа).
- Металл, имеющий большую теплоту окисления. Например, алюминий, который обладает очень большой активностью, соединяясь с кислородом - за счёт чего при определенных условиях он легко восстанавливает из окислов другие металлы.
Термиты применяются в вооружении - зажигательных бомбах, в металлургической промышленности - алюминотермия и для сварки металлов.
При экзотермической сварке наиболее часто применяются термиты из пары "железная окалина + алюминий" и из "медный окисел + алюминий". Эти смеси сгорают, давая металлическое железо или медь, во втором случае, и окись алюминия. Реакция сопровождается температурой более чем 3000° С.
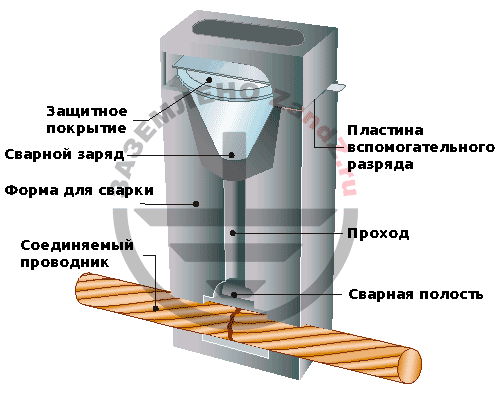
Для проведения операции используется специальная огнеупорная форма - тигель. Порцию термита зажигают в этой форме, после чего он быстро сгорает и тигель заполняется сильно перегретым расплавом.
После небольшой отстойки расплав из-за разного веса компонентов разделяется на два слоя: снизу - жидкий металл (железо или медь), сверху - жидкий шлак, состоящий преимущественно из окиси алюминия.
Отстоявшимся расплавом заливают свариваемые изделия. При этом поверхности изделий разогреваются до сварочного жара (не расплавляя металл) и сплавляются с металлом из расплава.
Экзотермическую сварку используют для сварки железнодорожных рельс, стальных труб, при ремонте стальных, чугунных деталей, для соединения разнообразных изделий (например, заземляющего электрода и медного провода).
Для удобства примениния, созданы различные готовые комплекты, которые включают все необходимое для проведения сварочных работ.
Экзотермическая сварка проводников
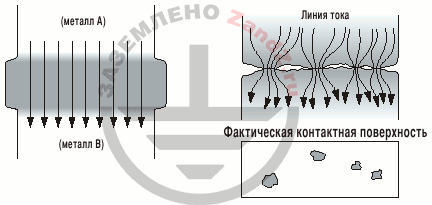
Сварка с использованием термита "медный окисел + алюминий" обеспечивает наиболее качественный контакт между двумя проводниками. Это превосходные сварные соединения, которые никогда не ослабнут, не заржавеют и чье сопротивление никогда не повысится.
Такой способ обеспечивает возможность создания связей на молекулярном уровне для разных материалов без каких-либо внешних источников энергии или тепла:
- "медь - медь"
- "медь - оцинкованная сталь"
- "медь - "чёрная" сталь"
- "медь - омеднённая сталь"
- "медь - нержавеющая сталь"
- "медь - бронза"
- "медь - латунь"
- и даже "сталь - сталь"
В тигель - графитовую форму помещаются проводник и термит (заряд). В ходе реакции в результате замещения оксида меди алюминием образуется расплав с очень высокой температурой, состоящий из меди и оксида алюминия.
Достоинства экзотермической сварки
Соединения, выполненные с помощью экзотермической сварки, обладают рядом неоспоримых достоинств:
- обеспечивается качественное соединения проводников из различных металлов;
- предельная нагрузка по току равна или выше предельной нагрузке самого проводника;
- система абсолютно автономна, не требует внешних источников питания или тепла;
- постоянное соединение на молекулярном уровне, которое не подвержено механическому ослаблению и не подвержено коррозии, что обеспечивает долговечность соединения, равную сроку службы установки;
- устойчивость к повторным токам повреждения;
- температура плавления присадочного материала выше температуры плавления меди (1082°C); по этой причине при ненормальном нагреве, вызванном высокими токами повреждения, разрушение соединения произойдет позже разрушения проводника;
- простота визуальной проверки качества соединения;
- минимальное обучение монтажу;
- простота эксплуатации, хранения и транспортировки (воздушным, наземным или морским транспортом в неограниченном количестве) необходимых компонентов сварки;
- малое время монтажа.
Порядок проведения
экзотермической сварки
Порядок проведения соединения двух проводников с помощью экзотермической сварки на примере универсальной сварочной конструкции.
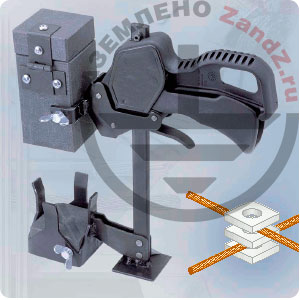
1. Проводники укладываются на асбестовые "подушки".


2. Полученный "сендвич" монтируется на форме. Устанавливается термитный / сварной заряд.


3. Заряд поджигается и соединение готово.

Вся процедура занимает не более минуты (две минуты с учетом остывания).









